
15888661253 15067679715


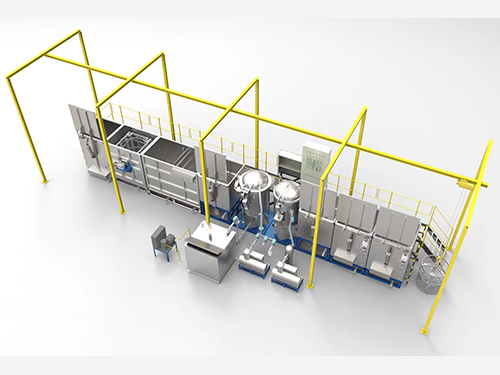
浙江臺州澤豐浸滲設備是對金屬壓鑄產品,如銅,鋁鐵汽車零部件,發動機缸蓋,缸體。氣動元件,減速箱體,泵體等進行浸滲,工件浸滲采用有機浸滲劑,和無機浸滲劑以真空的方法進行浸滲,經熱風烘干固化,提高零件的氣密性。
三、生產現場條件及環境要求溫度:-2℃~45C 相對濕度:≤95% 動力電源: 三相四線,電壓380v, 壓縮空氣:0.6~0.8MPa,氣源1個工業用水壓:0.2~0.3Mpa,日用水量約3t 用電總功率要求:≥15kw
四、浸滲工藝流程
1:浸滲工藝:超聲波清洗除油脂→漂洗(1)→漂洗(2)浸滲→清洗(1)→清洗(2)→烘干固化→氣密檢測→成品2:詳細工藝流程
準備過程:人工將工件表面清潔無污(產品裝吊籠放入除脂罐內二分鐘即可拿出)如工件清潔免除脂
3:超聲波除脂槽:為方形雙層結構,有保溫層,氣動開閉罐蓋,內外層采用304不銹鋼制作,底部排列不銹鋼加熱管3×9kw,內裝有高頻率超聲波清洗系統,自動控溫保持怛溫LED數字式顯示,常溫至100oC內任意設定。實際使用水溫90℃既可,加入水的3%專用鋁件清洗液劑,將產品放入吊籠吊至除油脂中,,二分鐘既可吊出,然后移至漂洗槽。(在工業生產過程中,需要浸滲的產品必須保持干凈和干燥。因為沾有灰塵、油脂、切削液等污染物的產品如果不經過處理直接浸滲,不但會影響浸滲合格率等重要指標,而且會污染浸滲液導致性能下降甚至報廢等嚴重后果。特別是沒有匹配專業清洗設備或產品被嚴重污染的工廠,該工位就顯得尤為重要,該工位在清洗水中加入選配的清洗劑可使產品得到較好的清洗。)
4:漂洗槽,為長方形結構,中間隔開,分兩道清洗,清洗盲孔余膠功能,底部裝有氣助鼓泡攪拌裝置,有吊籠放置架,一般清洗時間2分鐘/次,吊出后用氣吹去表面和盲孔里的水份,然后放入熱水箱。
5:用六向離心脫液系統,能夠把產品六個面的螺紋孔中浸滲劑離心甩干,相比傳統四向離心脫液系統減少浸滲劑的消耗,節省成本,同時也為下一步的清洗提供有利的條件
6:熱水箱:雙層結構,制作材質304不銹鋼.中間有保溫層,內部排例不銹鋼電熱管.有放置產品料架,自動控溫,保持怛溫,100度至常溫任意調節,底部裝氣9護.
半功能。LED數顯。自動開蓋,自動計時,燈光報警提示,并設置安全開停設計能自動提前加熱(時間可設定修改)和連續加熱兩種功能,手自可足跡6:甩干機主體為304不銹鋼,附件235B,有正反轉動功能,減速電機驅動,運轉平穩。變頻調速.自動開蓋,自動計時,燈光提示,并設置安全開停機裝置保護.手動自動可調





電話:15888661253 手機:15067679715
公司地址:浙江省臺州市臺州灣新區甲南大道2999號2幢1樓110室 郵箱:372654490#163.com
Copyright ? 2022 臺州澤豐精密機械有限公司 浙ICP備2024085740號 XML地圖 臺州網頁設計
服務地區:立足于浙江臺州,省內主要服務于杭州、臺州(包含椒江、路橋、黃巖、天臺、三門、仙居、臨海、溫嶺、玉環等地)、溫州、金華、麗水、嘉興、嘉善、湖州等地,浙江省外主要服務于江蘇、河南、江西、山東等周邊省份。








